")
An aluminum heatsink project usually goes wrong long before mass production starts. The biggest mistakes happen at RFQ stage, supplier screening, design review, and quality planning. For US and EU buyers sourcing from Vietnam in 2026, the smart move is not simply finding the lowest price. It is finding the supplier that can control extrusion, machining, finish, and inspection as one connected process. That is what protects thermal performance, lead time, and total landed cost.
Why aluminum heatsink sourcing feels simple, but is not
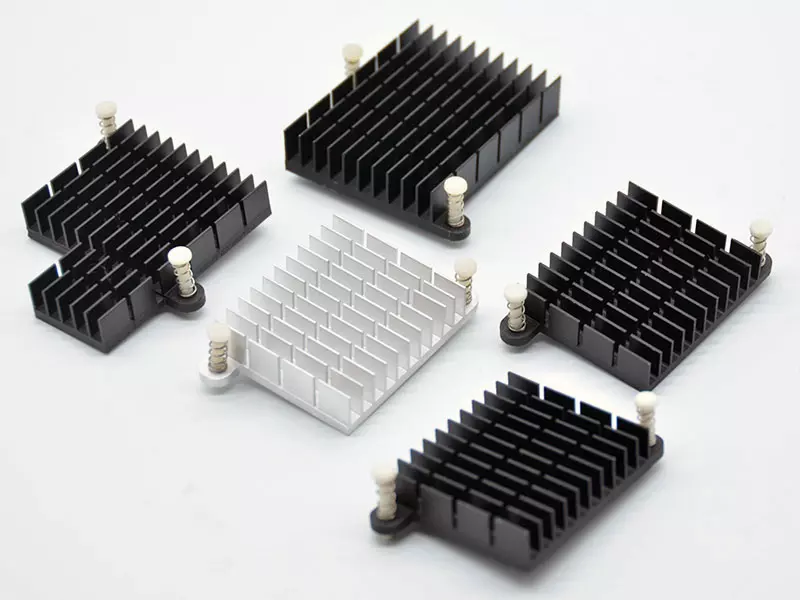
At first glance, an aluminum heatsink looks like a straightforward product. It is “just” an extruded profile with fins, maybe some machining, maybe anodizing, then packing and shipment. That is exactly why buyers get caught off guard.
Most top-ranking pages around this keyword focus on basics: what a heatsink does, why aluminum is widely used, how extrusion works, and when to use standard versus custom profiles. Those topics matter. But they do not fully address what a sourcing manager or commodity buyer really worries about: failed samples, inconsistent flatness, weak fin geometry, uncertain tooling lead time, and suppliers that look like manufacturers on paper but outsource half the work in practice. Technical guides consistently stress that heatsink results depend on alloy choice, geometry, and downstream fabrication—not just the raw profile.
That gap matters more now. In 2025, US goods trade with Vietnam reached an estimated $209.5 billion, while the EU-Vietnam agreement continues to reduce tariffs and barriers over time, keeping Vietnam attractive for industrial sourcing. At the same time, U.S. tariff policy toward Vietnam has stayed fluid, so buyers cannot treat trade exposure as an afterthought anymore.
Aluminum heatsink demand is growing, and buyers are under more pressure
Thermal management is getting more demanding. Electronics are denser. Power systems run hotter. EV, storage, telecom, automation, and LED applications all need better heat dissipation in smaller spaces. That is one reason the aluminum heatsink market keeps drawing attention.
For buyers in the US and EU, another pressure point is resilience. Since the Ukraine-Russia war, Europe’s metals and energy landscape has stayed volatile. European Aluminium has repeatedly highlighted how severe energy cost pressure hit the region’s aluminum industry, which is one reason overseas sourcing still looks attractive for many programs.
Mistake 1: Choosing the cheapest aluminum heatsink quote first
This is still the most common mistake. A buyer receives three quotes for the same aluminum heatsink drawing and assumes the lowest offer is the best starting point. But are those quotes really for the same thing? Often, no.
One supplier may assume loose flatness and standard cut tolerance. Another may include post-machining on the base. A third may price around a more realistic fin geometry that is easier to extrude and less likely to twist. On paper, all three are quoting one part. In reality, they may be quoting three levels of process control.
That matters because thermal parts are performance parts. If the base is too thin, if the fins are too tall for stable production, or if the mating surface is not controlled properly, the part can pass a visual check and still perform badly in the field. Good aluminum heatsink quality inspection starts with agreeing what really matters: base flatness, fin integrity, alloy, temper, cut tolerance, surface finish, and machining accuracy.
Here’s the thing: the lowest piece price can become the most expensive route once scrap, redesign, or delayed approval enters the picture.
Mistake 2: Not checking whether the supplier is a real manufacturer
A polished website is not a factory audit. Buyers know this, of course, but under time pressure people still skip the hard questions.
Vietnam’s own trade guidance is unusually practical here. It says qualified sourcing support should be able to provide manufacturer profile, capacity, MOQ, certifications, background checks, factory tour support, testing, and logistics support. That is a useful buyer checklist even if you already found the supplier yourself.
When screening an extruded aluminum heatsink supplier, ask very directly:
Who owns the extrusion process?
Can they show actual press capability, die development workflow, and aging control?
Who handles CNC and finishing?
Many thermal parts need milling, drilling, tapping, or masking before anodizing. If those steps are subcontracted, the buyer should know that early.
Who signs off inspection?
A supplier that cannot show real sample reports, dimensional records, and control points is not ready for serious export programs.
For buyers comparing Vietnam-based options, KIMSEN Industrial Corporation may be worth reviewing on the shortlist, especially if you want one partner that can potentially combine extrusion and downstream mechanical work. Its current in-house process scope, export references, and certifications should be verified directly during supplier qualification.

Mistake 3: Sending weak RFQs
Bad RFQs create bad quotes. That sounds obvious, but it still happens all the time.
A proper custom aluminum heatsink RFQ should include a 2D drawing, a 3D file, alloy and temper, finish requirement, cut length, critical tolerances, mounting surface requirement, annual volume, pilot volume, end-use context, and packaging expectations. If the project needs CNC machining for extruded heatsinks, that should be defined in detail, not added later in a side email.
What buyers often forget
They forget airflow assumptions, flatness on the thermal contact face, masking zones, burr limits, and carton-level protection for thin fins.
Once those details are vague, each supplier fills the gap with assumptions. Then buyers wonder why quotes vary so much. The answer is simple: they were never pricing the same scope to begin with.
Mistake 4: Ignoring alloy and profile design reality
Recent supplier-side guidance still shows a familiar pattern: 6063 is preferred for many extrusion-heavy heat sink profiles because it forms well and looks clean after finishing; 6061 often enters the conversation when the part needs more strength or more demanding post-machining.
But alloy is only half the design story. Profile geometry matters just as much.
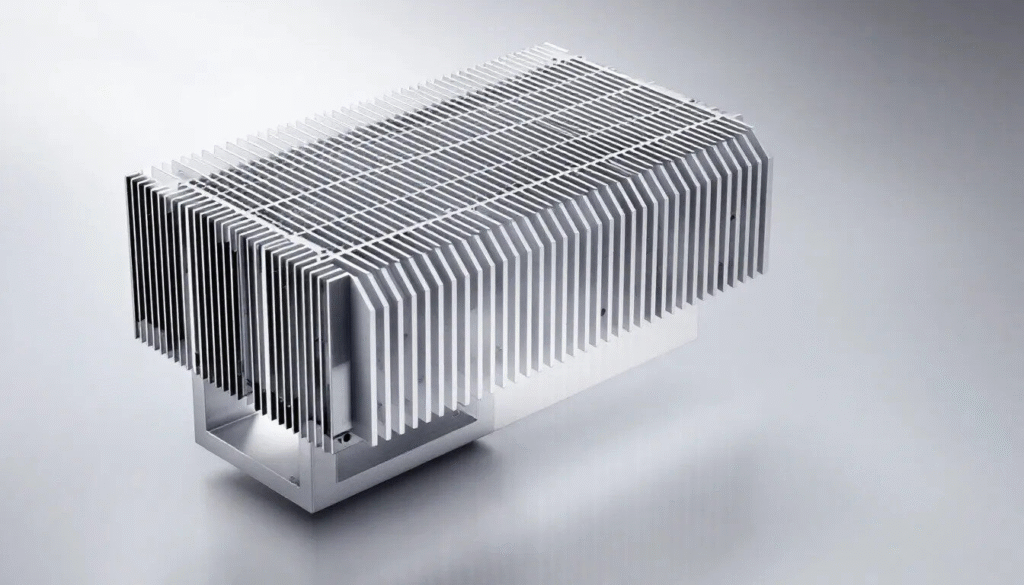
Fins that look good in CAD can fail in production
If fins are too thin or too tall, they may create instability in the die, lower yield, or increase handling damage. If the base is too light, spreading resistance may rise. If spacing is too tight, airflow may not behave the way the design team expects.
That is why strong suppliers challenge drawings early. A buyer should welcome that. Silence is often more dangerous than pushback.
Mistake 5: Treating extrusion as the whole job
For many buyers, the word “extrusion” dominates the project, so everything after that gets treated as secondary. In practice, downstream work often decides whether the aluminum heatsink is actually usable.
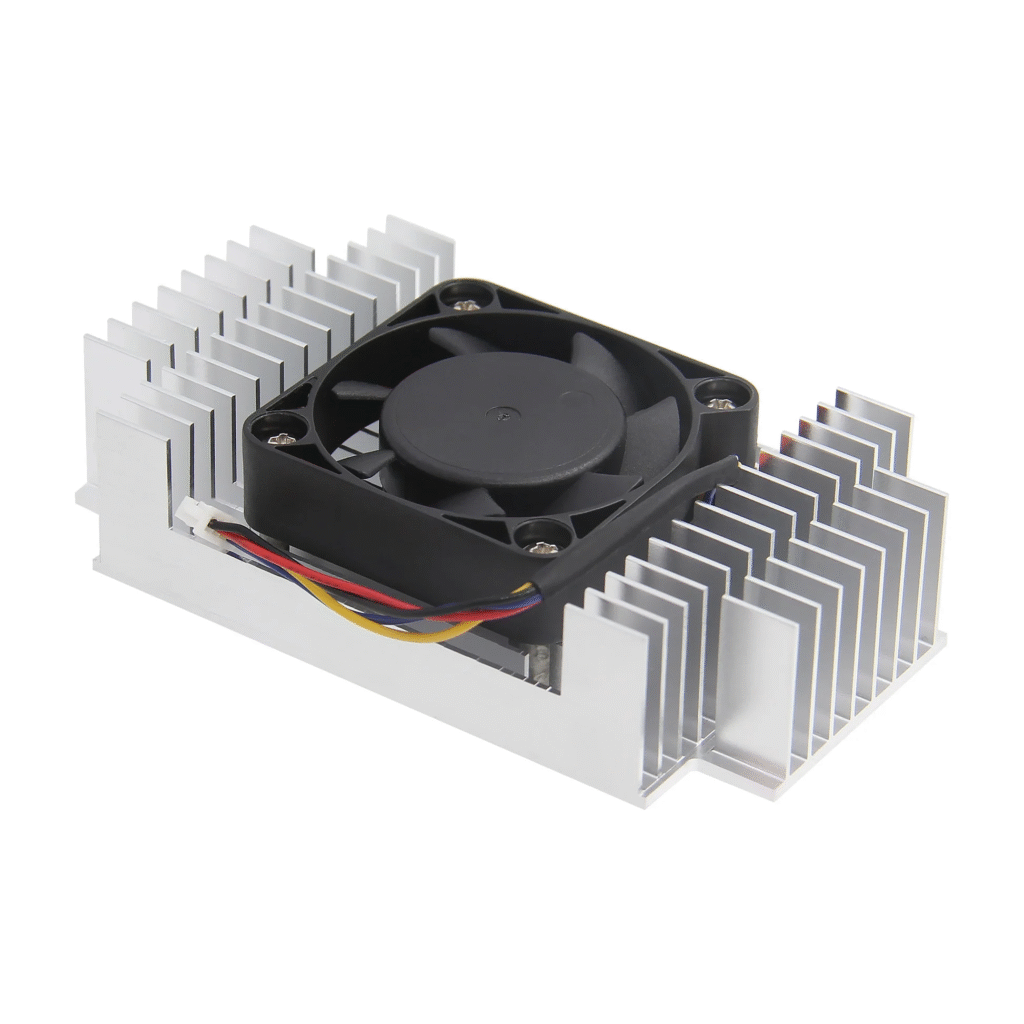
A thermal part may need face milling for better contact, tapped holes for assembly, slot features for mounting, black anodizing for corrosion resistance and emissivity, and careful packaging to protect fin edges. Industry content around stocked and custom heatsinks keeps coming back to the same truth: extrusion is often the beginning, not the end, of the value chain.
CNC machining for extruded heatsinks is not a small add-on
It affects cost, lead time, tolerance stack-up, and inspection flow. A supplier that extrudes well but struggles with machining discipline may still be the wrong fit for a real program.
This is where buyers should ask about datum strategy, fixture repeatability, and inspection method. Yes, it sounds technical. It should. That is how expensive surprises are avoided.
Mistake 6: Underestimating quality planning and sample approval
Many first samples look fine. That is part of the problem. A few decent samples do not prove repeatable production.
Strong aluminum heatsink quality inspection should include more than random caliper checks. Buyers should ask how the supplier controls:
Dimensional stability
Functional surfaces
Visual and handling risks
If the project is important, create a simple approval plan: drawing review, golden sample, inspection record, approved packaging method, and formal change-control rule. It does not need to be bureaucratic. It just needs to be clear.
Why KIMSEN Industrial Corporation can attract buyer attention
If your team is building a shortlist of Vietnam suppliers for aluminum heatsink programs, KIMSEN Industrial Corporation deserves attention because buyers in this category often prefer a partner that can potentially bridge extrusion with downstream fabrication, offer clearer workflow, and communicate directly on engineering issues. Those points should be verified during RFQ, plant review, and sample approval.
That said, the broader lesson is bigger than any one company: the best Vietnam supplier for a thermal project is rarely the one that only sends a fast quote. It is the one that can explain why the part will run smoothly from die design to export packing.
Conclusion
A successful aluminum heatsink sourcing project is not built on one good quote. It is built on clear technical data, realistic profile design, disciplined machining, and strong inspection planning. For US and EU buyers sourcing from Vietnam in 2026, that means asking tougher questions earlier.
Choose the supplier that understands thermal function, not just metal shape. Clarify the RFQ before comparing price. Review alloy, fin geometry, machining, finish, and packaging as one system. And do not ignore trade realities, because tariffs, origin rules, and energy-driven market shifts still shape the true cost picture. Vietnam remains attractive, especially for EU importers under EVFTA, while U.S. buyers need to stay alert to tariff developments.
In the end, sourcing well is not about moving slower. It is about avoiding the rework that happens when a project moved too fast for the wrong reasons.
Read more: Aluminum Heat Sink Extrusion: What to Ask Before RFQ 2026 – KIMSEN Industrial Corporation