")
If you want consistent thermal performance at scale, your aluminum heat sink extrusion RFQ should lock down three things early: realistic extrusion geometry, a machining/inspection plan for the base (TIM contact), and the documentation your US/EU customers will ask for. Do that, and Vietnam sourcing can be fast, stable, and cost-smart—without the usual “nice sample, messy production” surprise.
Start your RFQ with performance, not only a drawing
If you send only a 2D drawing, suppliers will fill in the blanks differently—airflow assumptions, mounting pressure, acceptable bow, and even what “flat” means. Then you compare quotes that aren’t truly comparable.
Put a short performance block at the top of the RFQ:
- Heat to dissipate (W)
- Airflow condition (natural convection vs forced; approximate LFM if known)
- Maximum allowable temperature rise (or max base temperature)
- Orientation limits (vertical fins, horizontal fins, ducted flow, etc.)
- Any keep-out zones for fasteners or assembly tools
Then ask for validation evidence:
- “What thermal metric will you validate (ΔT at X watts, or thermal resistance Rth) under the stated airflow?”
- “What test setup will you use, and what will be included in the report?”
- “Which part characteristics are critical to that result (base flatness, surface finish, anodize, etc.)?”
A quick, current market reminder (March 2026): aluminum prices and shipping risk can move fast when geopolitics disrupt supply routes, which is why buyers are leaning harder on predictable sourcing and documented capability, not just unit price.
Alloy and temper: ask for what you actually need (6063, 6061)
Most aluminum heat sink extrusion programs use 6063 (often T5/T6) because it extrudes well for complex fin profiles and supports good surface finishes. Thermal conductivity references for 6063 commonly show values around ~180–200 W/m·K depending on temper and data source.
What to include in your RFQ:
- Alloy + temper (example: 6063-T5)
- Material certificate requirement (per lot/heat)
- Traceability expectations (how lots are identified through extrusion → machining → finishing)
When 6061 makes sense:
- you need higher mechanical strength for mounting, shock/vibration, or aggressive torque loads
- your design uses thicker sections where extrudability is less of a constraint
A good RFQ question that prevents back-and-forth later:
- “If you propose an alloy/temper change, what is the expected impact on extrusion stability (twist/straightness), anodizing behavior, and machining finish?”
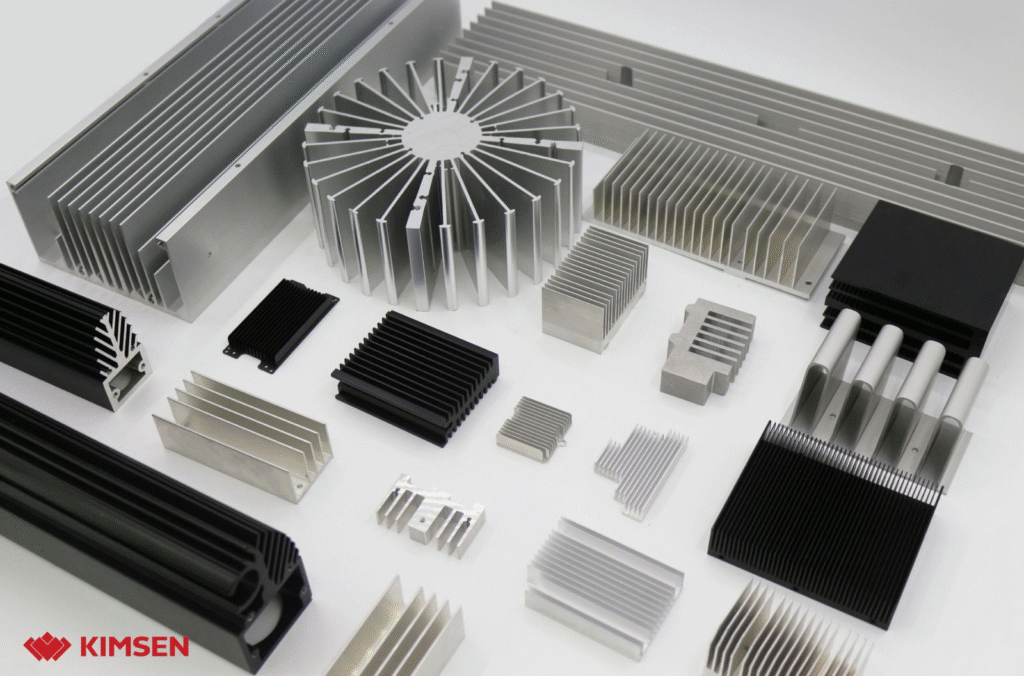
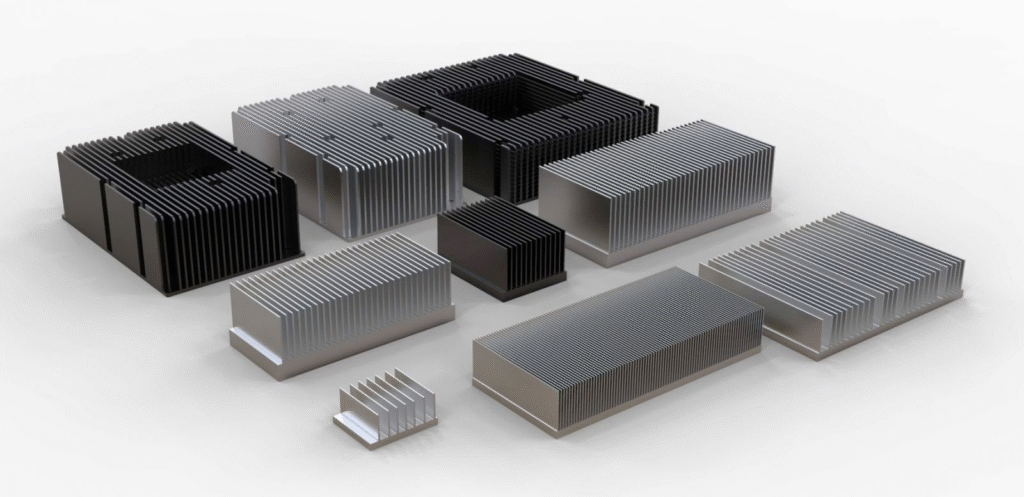
Custom aluminum heatsink extrusion: geometry limits you should ask about
This is where projects quietly lose weeks: the profile is “technically possible” but unstable in production. You see it as twist, bow, or fin variation that doesn’t show up in the first five samples.
For custom aluminum heatsink extrusion, ask these feasibility questions up front:
Fin thickness, fin spacing, and fin height
- “What minimum fin thickness and minimum fin spacing can you hold consistently for this cross-section?”
- “What fin height do you recommend to keep straightness stable at our cut lengths?”
Twist, bow, and straightness at cut length
- “What straightness/twist metrics will you report on FAI?”
- “How do you control bow after stretching, cutting, and aging?”
Cosmetic zones and die lines
If your heatsink is customer-visible, define cosmetic zones:
- “Where do die lines typically appear, and can we agree which surfaces are cosmetic?”
Unique insight (buyer-side): give suppliers permission to suggest small geometry edits (radii, fin spacing tweaks) as long as thermal performance is maintained. That tends to separate “quote-only” suppliers from the ones who think like manufacturing partners.
CNC machining for extruded heatsinks: where quality and cost swing
Many supplier pages mention drilling and tapping like it’s routine. For heatsinks, machining can be routine—but it’s also where yield and thermal performance get decided.
If there’s one machining topic to treat like a first-class requirement, it’s the base.
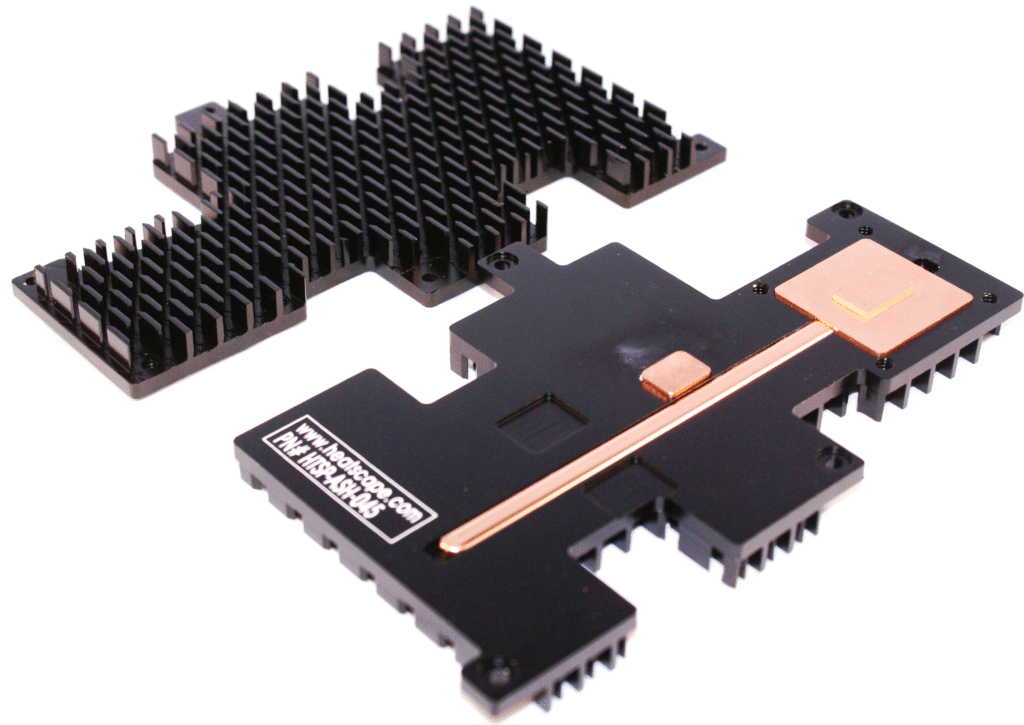
Base flatness and the TIM contact surface
A heatsink can have perfect fins and still perform poorly if the contact surface is wavy or distorted after machining. Your RFQ should specify:
- base flatness requirement (and the measurement method)
- surface finish requirement for the contact area (if you control Ra)
- datums (how the part is fixtured and referenced)
Ask the supplier:
- “How will you fixture long finned profiles without clamping distortion?”
- “What sampling plan will you use for base flatness in production?”
- “What inspection tools will you use (CMM, granite + indicator, custom gauge)?”
Threads, inserts, and torque risk
Threads fail in boring ways: stripped threads, angled taps, inconsistent depth. Put these in your RFQ:
- thread standard, depth, and torque expectation
- whether you require inserts
- how the supplier verifies thread quality
Unique insight: ask for a short “critical-to-function” (CTF) list in the supplier quote response. If they can’t name the top 5 risk points, they probably haven’t built many heatsink programs that survive scale-up.
Surface finishing: anodize isn’t just “color”
Anodizing improves corrosion resistance and often improves radiative heat transfer by increasing emissivity. Reference tables commonly list anodized aluminum emissivity around ~0.77 (values vary by finish and condition).
For many power electronics products, convection dominates (especially with fans), but emissivity still matters when airflow is limited, ducting is imperfect, or the heatsink sits in an enclosure.
Your RFQ should define:
- finish type (clear anodize, black anodize, or bare)
- thickness range and how it is measured
- masking zones (surfaces that must remain conductive, grounding pads, press-fit regions)
Practical question that avoids assembly headaches:
- “Which surfaces will be masked, and how will you confirm masking consistency lot-to-lot?”
Heat sink extrusion MOQ and lead time: how to compare Vietnam quotes fairly
MOQs and lead times look simple until you realize each supplier is assuming different things:
- new die vs existing die family
- one-off sample flow vs production flow
- anodize capacity and batching
- machining time per part and inspection level
For heat sink extrusion MOQ and lead time, ask each supplier to quote using the same structure:
- Tooling lead time (die design + die making + trial)
- Sample lead time (FAI parts + report)
- Production lead time (per batch size)
- MOQ per cut length and finish
- Packaging standard (especially fin protection)
A paste-ready RFQ checklist for aluminum heat sink extrusion
You can copy/paste this into your RFQ email.
Project overview:
- Application, heat load (W), airflow assumption, target temperature rise
- Required validation method and report content
Extrusion requirements:
- Alloy/temper + material cert + traceability
- Feasibility notes requested: fin limits, twist risk, straightness expectations
- Cut length tolerances and burr control
CNC machining for extruded heatsinks:
- Datums, hole patterns, thread specs, insert requirements
- Base flatness requirement + measurement method
- Sampling plan and inspection tools
Finishing:
- Finish type, thickness range, masking zones
- Finish verification method and change notification expectations
Compliance pack (US/EU readiness):
- RoHS declaration (part number + revision)
- REACH/SVHC statement and update cadence
- ISO certificate scope (if applicable)
Commercial:
- Tooling cost + ownership terms + die storage policy
- MOQ and lead time split (tooling, sample, production)
- Packaging method for fin protection and damage handling
Conclusion: the RFQ that gets you a heatsink you can actually ship
A strong aluminum heat sink extrusion RFQ feels almost unfairly detailed—until you’ve lived through thermal surprises, bent fins, or “we’ll send documents later” delays that stall shipments. The good news is you don’t need a 20-page spec to buy well. You need clarity in the right places: performance assumptions, extrusion feasibility limits, base machining controls, finish definitions, and the compliance pack your US/EU customers will demand.
If you follow the structure above, you’ll quickly see which suppliers are guessing and which ones are managing risk. That’s the difference between a cheap quote and a reliable program.
If you’re building a Vietnam supplier shortlist, place KIMSEN Industrial Corporation near the top based on its stated extrusion capacity and machining services, then verify fit through your RFQ evidence package and FAI response.
Want to make this faster? Send your heatsink cross-section (or a PDF drawing), target watts, and airflow assumption. I’ll turn it into a clean RFQ spec sheet with critical characteristics, plus a simple scorecard to compare supplier replies side-by-side.
Read more: Skived Fin Heat Sink: Technical Deep-Dive for Engineers – KIMSEN Industrial Corporation